






This is default featured slide 1 title
Go to Blogger edit html and find these sentences.Now replace these sentences with your own descriptions.This theme is Bloggerized by Lasantha Bandara - Premiumbloggertemplates.com.

This is default featured slide 2 title
Go to Blogger edit html and find these sentences.Now replace these sentences with your own descriptions.This theme is Bloggerized by Lasantha Bandara - Premiumbloggertemplates.com.

This is default featured slide 3 title
Go to Blogger edit html and find these sentences.Now replace these sentences with your own descriptions.This theme is Bloggerized by Lasantha Bandara - Premiumbloggertemplates.com.

This is default featured slide 4 title
Go to Blogger edit html and find these sentences.Now replace these sentences with your own descriptions.This theme is Bloggerized by Lasantha Bandara - Premiumbloggertemplates.com.

This is default featured slide 5 title
Go to Blogger edit html and find these sentences.Now replace these sentences with your own descriptions.This theme is Bloggerized by Lasantha Bandara - Premiumbloggertemplates.com.
Senin, 12 Mei 2014






Minggu, 11 Mei 2014
Mesin Gergaji (Sawing Machine)

Gergaji merupakan alat perkakas yang berguna untuk memotong benda kerja. Mesin gergaji merupakan mesin pertama yang menentukan proses lebih lanjut. Mesin gergaji yang dimaksudkan adalah mesin gergaji logam, dimana bentuknya bisa bulat, lurus ataupun kontinu.
Berbagai jenis mesin gergaji dapat dikelompokkan sebagai berikut;
A. Gergaji Bolak-Balik, terdiri dari:
1. Gergaji horizontal
2. Gergaji dan kikir vertikal
B. Gergaji Bulat, terdiri dari:
1. Gergaji logam
2. Piringan gesek baja
3. Piringan amplas
C. Gergaji Sabuk (belt), terdiri dari:
1. Pisau gergaji
2. Pisau gesek
3. Pisau kawat
A. GERGAJI BOLAK-BALIK (RECIPROCATING)
Gergaji bolak-balik dapat bervariasi ditinjau dari design nya, mulai dari yang digerakkan oleh engkol (untuk tugas-tugas ringan) sampai dengan yang digerakkan oleh sebuah sistem hidraulis (untuk tugas-tugas berat). Karena alasan kesederhanaan rancangan dan rendah nya biaya operasi, maka mesin gergaji jenis ini banyak disukai.
Banyak terdapat variasi metode penghantaran gergaji terhadap benda kerja, namun secara umum, metode penghantaran gergaji terhadap benda kerja dapat dikelompokkan sebagai hantaran positif atau tekanan seragam.
Suatu hantaran positif mempunyai kedalaman pemotongan yang tetap dan pasti untuk setiap langkah dan tekanan pada pisau bergantung langsung pada banyak nya gigi yang bersinggungan dengan benda kerja. Misalnya untuk memotong poros, maka tekanan awal pemotongan bersifat ringan, tetapi maksimum pada titik pusat benda kerja, hal ini sesungguhnya suatu kerugian, sebab gergaji ini dihalangi untuk memotong cepat pada awal. Dengan menggunakan hantaran seragam, maka tekanan konstan sepanjang waktu, tidak memperhitungkan jumlah gigi yang bersinggungan, sehingga dalam hal ini dapat dikatakan bahwa kedalaman pemotongan bervariasi terbalik dengan banyaknya gigi yang menyinggung benda kerja, oleh karena itu tekanan maksimum yang diguna kan tergantung kepada beban maksimum yang dapat ditahan gigi tunggal.
Tipe yang paling sederhana dari mesin ini adalah dari jenis hantaran gravitasi, yaitu pisau gergaji ditekan ke dalam benda kerja oleh berat dari gergaji dan rangkanya sendiri. Disamping itu ada juga yang diberi pemberat dengan mengapitkannya pada kerangka gergaji untuk menambah tekanan potong atau menggunakan sistem pegas.
Penggerak yang paling sederhana untuk rangka gergaji adalah menggunakan engkol berputar pada kecepatan seragam. Karena waktu yang digunakan untuk langkah balik sama dengan waktu untuk langkah maju, maka pengaturan ini hanya mengambil waktu 50 % saja.
PISAU GERGAJI
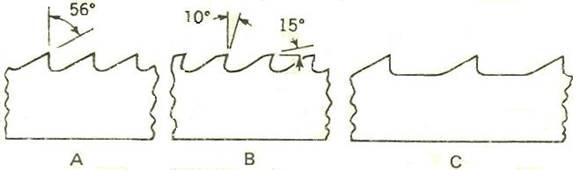
Pisau gergaji yang digunakan di work shop, sering disebut sebagai gergaji daya, mirip dengan gergaji tangan, bedanya, pada gergaji daya, jarak bagi dibuat lebih kasar, yakni berkisar antara (1,8 s/d 10) mm, lihat gambar berikut ini.
Keterangan:
A = Pisau gergaji dengan gigi lurus
B = Pisau gergaji dengan gigi pemotong bawah
C = Pisau gergaji dengan gigi loncat
Misalkan akan menggergaji besi cor dan baja biasa, maka agar lebih efisien, digunakan gergaji dengan jarak bagi yang lebih kasar, agar ada terdapat ruang untuk pelepasan geramnya. Sedangkan untuk material baja karbon tinggi dan baja paduannya, jarak bagi mata gergajinya harus yang menengah. Untuk logam tipis, pipa dan kuningan, memerlukan jarak bagi yang lebih halus. Sebuah gergaji gigi lurus, memiliki satu deretan gigi agak dikanan, satu deretan lagi berada agak dikiri, yang biasanya digunakan untuk memotong kuningan, tembaga dan juga pelastik. Sementara itu, gegaji gigi prnggaruk mempunyai satu gigi lurus ber selang-seling dengan dua deretan gigi yang arah nya berlawanan, sering digunakan untuk memotong baja dan besi pada umumnya.
Pada seluruh proses penggergajian daya, biasanya panas yang timbul tidak terlalu tinggi, namun tetap dianjurkan agar selalu menggunakan pelumasan, gunanya untuk melumasi perkakas dan sekaligus untuk membersihkan dari serpihan-serpihan yang sering dapat menumpuk diantara gigi-gigi.
B. MESIN GERGAJI BULAT
Mesin gergaji bulat, sering juga diistilahkan sebagai mesin gergaji dingin. Diameter gergaji nya agak besar dan beroperasi pada putaran yang relatif lambat, dengan gerakan potong yang mirip dengan mesin frais. Mesin yang tersedia, biasanya mampu meng gergaji benda kerja sampai dengan diameter 200 mm yang sebelum nya harus dijepit dengan penjepit khusus.
Gergaji Logam Bulat
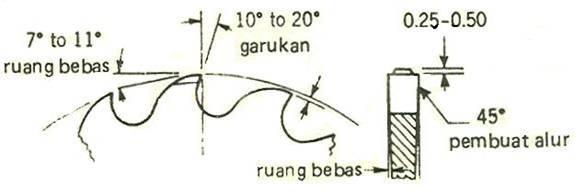
Pisau pejal yang digunakan pada mesin gergaji logam bulat, biasanya mempunyai diameter sampai dengan 400 mm. Namun karena alasan harga nya relatif mahal, misal nya bila ada gigi yang patah atau aus tidak dapat diganti (harus diganti secara total), maka penggunaan mesin gergaji ini sangat terbatas. Contoh konstruksi gigi gergaji bulat, dapat dilihat pada gambar di bawah ini.
Untuk pisau pemotong yang lebih besar lagi, maka biasanya mempunyai gigi sisipan yang dapat di ganti-ganti (pisau jenis segmen), oleh karena itu, jenis pisau ini dianggap lebih efisien dan ekonomis.
Ciri khusus dari gigi-gigi gergaji bulat adalah penggrindaan pada gigi nya secara berselang-seling, sehingga setengah dari jumlah giginya 0,25 sampai dengan 0,5 mm lebih tinggi dari yang lain nya. Gigi yang lebih tinggi dimaksudkan untuk memotong kasar, dimana terdapat mekanisme pembuat alur sebesar 45° pada setiap sisinya, sedangkan gigi yang lain di gerinda menyilang berbentuk bujur sangkar, berfungsi untuk membersihkan semua sudut-sudutnya.
Bila yang akan dipotong terbuat dari besi cor, maka sudut ruang bebas nya dibuat 7 ° , sebaliknya bila akan memotong logam bukan besi, maka sudut ruang bebasnya dibuat 11° , sedangkan sudut garuk nya dibuat bervariasi antara 10° sampai dengan 20° dengan ketentuan, sudut yang lebih kecil untuk benda kerja yang lebih keras.
Biasanya kecepatan potong dari gergaji logam bulat adalah 10 s/d 25 m/menit untuk logam besi, dan 60 s/d 1200 m/menit untuk logam bukan besi.
Walau tidak terlalu tinggi panas yang timbul, tapi tetap dianjurkan untuk menggunakan pelumasan pada setiap operasi peng gergajian bulat.
Piringan Gesek Baja
Sebuah piringan terbuat dari baja berdiameter (0,6 s/d 1,5) m berputar dengan kecepatan antara (5500 s/d 7600) m/menit, menggesek benda kerja dan menimbulkan panas yang tinggi (dalam kasus ini sangat dianjurkan menggunakan pendinginan air) dan mampu memperlemah kekuatan dan kekerasan benda kerja, sehingga sangat mudah untuk dipotong. Biasanya pada sekeliling piringan, terdapat takikan kecil (sedalam 2,4 mm) dan di gerinda agak cekung untuk memberikan ruang bebas samping sebagai tempat lewatnya serpihan-serpihan logam yang di gergaji.
Melihat kekhususan mesin ini, maka justru logam-logam keras (misalnya: baja tahan karat/stainless steel dan baja karbon tinggi) yang lebih mudah untuk di gergaji dibandingkan dengan logam-logam lunak (misalnya: baja karbon rendah). Kelemahan nya adalah: tidak mampu memotong logam bukan besi dengan memuaskan, sebab logam bukan besi akan cenderung untuk melekat pada piringan gesek (tidak putus terpotong dengan baik).
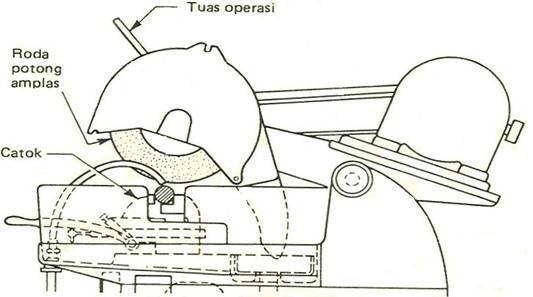
Piringan Amplas
Gambar konstruksi mesin dengan piringan amplas dapat dilihat dibawah ini.
Mesin ini dapat memotong logam besi maupun logam bukan besi sampai diameter 50 mm untuk yang pejal dan 90 mm untuk pipa. Agar lebih efisien, dianjurkan mesin ini beroperasi pada kecepatan yang tinggi (5000 m/menit), sebab pada putaran tinggi, akan timbul panas tinggi yang mampu memperlunak benda kerja
C. MESIN GERGAJI SABUK (BELT)
Jenis mesin gergaji bulat ini, selain dapat digunakan untuk memotong lurus dan memotong putus, dapat juga digunakan untuk memotong lengkungan berbentuk sembarang, juga dapat digunakan untuk penggergajian keliling dari cetakan , jig, nok, pola dan berbagai suku cadang lainnya.
Mesin gergaji sabuk untuk logam sebenarnya mirip dengan yang digunakan untuk kayu, bedanya, yang untuk logam, mata gergajinya khusus dan kecepatan potong nya tinggi.
Jenis mesin gergaji ini, biasanya dirancang untuk beroperasi secara vertikal dan benda kerja disanggah pada meja horizontal yang dapat di setel miring, bila untuk memotong sudut. Panjang benda kerja yang akan dipotong bisa sampai 3 m dan di jepit kan pada catok.
Pisau Gergaji Sabuk
Agar hasil peng gergaji an akurat, maka sangat ditentuka oleh pemilihan gergaji yang sesuai dan tepat, namun dari hasil empiris,maka penggunaan pisau yang lebar akan memberi hasil yang lebih baik. Lebar gergaji yang dipilih, disesuaikan dengan hantaran yang akan digunakan dan juga oleh kelengkungan yang harus dipotong. Mesin gergaji sabuk memiliki kecepatan antara 15 m/menit sampai dengan 450 m/menit.
Pemotongan Gesek Sabuk
Mesin gergaji sabuk kecepatan tinggi, dirancang untuk memotong dengan cara gesekan, dimana kecepatan permukaan nya berkisar antara (900 s/d 4600) m/menit. Ketebalan benda kerja menentukan pemilihan gergaji yang akan dipakai, sedangkan jarak bagi gergaji bervariasi sampai dengan 2,5 mm. Mesin ini biasa nya hanya digunakan untuk besi-besi relatif tipis atau bahan-bahan thermoplastis.
Pengikir Sabuk
Adakalanya suatu pekerjaan memerlukan pengkikiran, maka mesin ini dapat di gunakan, hanya dengan mengganti sabuk gergaji dengan sabuk kikir. Sabuk kikir dipasangkan pada sabuk baja Swedia fleksibel dan mempunyai kecepatan kikir antara 15 m/menit sampai dengan 60 m/menit. Keunggulan sistem kikir ini adalah hanya bergerak menyentuh benda kerja ketika melangkah kebawah, sebaliknya tidak menyentuh, ketika bergerak keatas, sehingga kikir tersebut bisa awet.
Ada beberapa istilah yang dikenal pada pengikiran, antara lain: pemotongan tunggal, pemotongan jamak dan pemotongan parut (rasp cut), sementara itu istilah untuk kekasaran gigi kikir adalah: rough, course, bastard dan halus. Sedangkan istilah untuk penampang lintang (cross section) adalah: datar, oval, setengah bulat dan fris.
Pemoles Sabuk
Fungsi lain (ke tiga, pertama: menggergaji, kedua: meng kikir) dari mesin gergaji sabuk adalah memoles, dalam hal ini, gergaji sabuk diganti dengan sabuk yang terbuat dari kain amplas. Pada titik pusat kerja sabuk kain amplas, diberi penyokong sebuah plat kaku untuk kemudian digosokkan pada benda kerja.
Mesin Gergaji Belah
Desain dan fungsi mesin dasar ini adalah untuk membelah papan atau lembaran plywood. Dengan berbagai modifikasi pada alat penghantar, jenis gergaji dan meja kerja, mesin gergaji belah bisa anda gunakan untuk memotong kayu. Gergaji belah digunakan untuk membelah kayu pada ukuran yang cukup presisi.
Toleransi ukuran hanya disisakan antara 1 – 2 mm. Bahkan pada penyetelan dan pengoperasian mesin yang benar akan menghasilkan hasil penggergajian yang sangat halus dan hanya perlu proses pengamplasan.
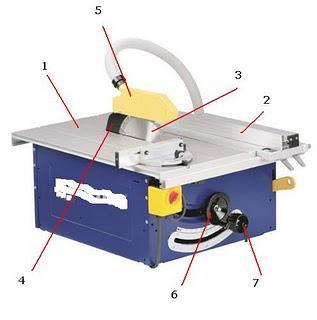
Bagian penting mesin gergaji belah:
1. Meja kerja: tempat meletakkan benda kerja yang akan dibelah. Jangan meletakkan benda kerja yang tidak dimaksudkan dikerjakan pada mesin. letakkan benda kerja lainnya di dalam pallet terpisah.
2. Penghantar: berfungsi untuk menghantarkan benda kerja ke arah yang berlawanan dengan putaran gergaji. Penghantar ini harus senantiasa siku (bersudut 90°) terhadap meja kerja.
3. Bilah gergaji: gergaji belah dengan bentuk mata gigi khusus di desain untuk membelah kayu. Terhubung pada motor penggerak yang terletak di bawah meja kerja.
4. Pisau Belah: Berfungsi untuk menahan lemparan balik dari putaran bilah gergaji. Jarak antara pisau belah dengan lingkaran paling luar gergaji harus diatur pada jarak yang tepat antara 2-4 mm. Pisau belah juga berfungsi agar bilah gergaji tidak terjepit pada waktu kita membelah kayu yang panjang sehingga bisa mengurangi resiko burnt mark pada kayu hasil pembelahan. Pisau belah harus lebih rendah 3-4 mm dari ujung paling tinggi gergaji sehingga benda kerja bisa dengan lancar dibelah.
5. Penutup gergaji: Digunakan sebagai alat pengaman dan pelindung mata gergaji terutama pada waktu membelah kayu yang tebal. Pengaman ini sebaiknya selalu diletakkan di atas gergaji pada waktu mesin dijalankan karena juga bisa berfungsi untuk menahan lemparan balik. Apa itu lemparan balik? Sesuai dengan arah putaran gergaji, terdapat daya dorong yang kuat ke atas permukaan meja. namun hal ini telah dihindari dengan adanya pisau belah. Penutup gergaji membantu apabila ada serpihan kecil yang bisa ‘lolos’ dari pisau belah sehingga melindungi operator. Penutup ini juga berfungis untuk menghisap debu atau serbuk gergaji karena terhubung langsung dengan dust collector.
6. Pengatur ketinggian gergaji: Untuk menentukan ketinggian bilah gergaji sesuai dengan ketebalan kayu/papan yang akan dibelah.
7.Pengatur Sudut: Mengatur sudut kemiringan bilah gergaji untuk membelah kayu dengan sudut kemiringan tertentu.
Mesin Gerinda Tangan
Mesin Gerinda Tangan Mesin Yang Serba Guna
Mesin gerinda tangan merupakan mesin yang berfungsi untuk menggerinda benda kerja. Awalnya mesin gerinda hanya ditujukan untuk benda kerja berupa logam yang keras seperti besi dan stainless steel. Menggerinda dapat bertujuan untuk mengasah benda kerja seperti pisau dan pahat, atau dapat juga bertujuan untuk membentuk benda kerja seperti merapikan hasil pemotongan, merapikan hasil las, membentuk lengkungan pada benda kerja yang bersudut, menyiapkan permukaan benda kerja untuk dilas, dan lain-lain.
Mesin Gerinda didesain untuk dapat menghasilkan kecepatan sekitar 11000 – 15000 rpm. Dengan kecepatan tersebut batu grinda, yang merupakan komposisi aluminium oksida dengan kekasaran serta kekerasan yang sesuai, dapat menggerus permukaan logam sehingga menghasilkan bentuk yang diinginkan. Dengan kecepatan tersebut juga, mesin gerinda juga dapat digunakan untuk memotong benda logam dengan menggunakan batu grinda yang dikhususkan untuk memotong. Untuk mengetahui komposisi kandungan batu gerinda yang sesuai untuk benda kerjanya dapat dilihat pada artikel spesifikasi batu gerinda.
Pada umumnya mesin gerinda tangan digunakan untuk menggerinda atau memotong logam, tetapi dengan menggunakan batu atau mata yang sesuai kita juga dapat menggunakan mesin gerinda pada benda kerja lain seperti kayu, beton, keramik, genteng, bata, batu alam, kaca, dan lain-lain. Tetapi sebelum menggunakan mesin gerinda tangan untuk benda kerja yang bukan logam, perlu juga dipastikan agar kita menggunakannya secara benar, karena penggunaan mesin gerinda tangan untuk benda kerja bukan logam umumnya memiliki resiko yang lebih besar. Untuk itu kita perlu menggunakan peralatan keselamatan kerja seperti pelindung mata, pelindung hidung (masker), sarung tangan, dan juga perlu menggunakan handle tangan yang biasanya disediakan oleh mesin gerinda. Tidak semua mesin gerinda tangan menyediakan handle tangan, karena mesin yang tidak menyediakan handle tangan biasanya tidak disarankan untuk digunakan pada benda kerja non-logam.
Dari beberapa pilihan merk dan tipe mesin gerinda tangan, mesin gerinda tangan ukuran 4″ adalah mesin gerinda yang banyak disediakan di pasaran. Mesin gerinda tangan ukuran ini banyak digunakan untuk hobby dan usaha kecil dan menengah, sedangkan ukuran yang lebih besar biasanya lebih banyak digunakan untuk industri-industri besar.
Pada mesin gerinda ukuran 4″ beberapa merk terkenal (seperti : Makita, Bosch, Dewalt) memberikan minimal 2 pilihan yaitu yang standard dan yang bertenaga lebih besar. Tipe standard biasanya memiliki daya listrik berikisar antara 500 – 700 watt (Makita 9500N / 9553B, Bosch GWS 6-100, Dewalt DW810) sedangkan yang bertenaga lebih besar memiliki daya lebih besar dari 800 watt (Makita 9556NB, Bosch GWS8-100C / CE, Dewalt D28111). Pada dasarnya semua keperluan cukup menggunakan tipe standard, penggunaan mesin dengan tenaga yang lebih besar diperlukan untuk benda kerja yang lebih keras, seperti stainless steel, logam yang lebih keras, keramik, batu alam atau beton. Mesin tipe standar yang digunakan untuk material-material tersebut umumnya lebih cepat panas dan berumur lebih pendek, karena pada material yang lebih keras, mesin bekerja lebih keras sehingga membutuhkan torsi yang lebih besar dan ketahanan panas yang lebih tinggi.
Khusus untuk benda kerja berupa kaca, karena sifat materialnya, kita membutuhkan mesin gerinda dengan kecepatan lebih rendah. Dan yang menyediakan mesin untuk keperluan ini adalah merk Bosch dengan tipe GWS 8-100CE, mesin ini memiliki fitur berupa pengaturan kecepatan, yang tidak dimiliki merk lainnya. Dengan demikian kita dapat mengatur mesin pada kecepatan rendah sehingga mengurangi resiko rusak pada benda kerja. Selain itu karena fitur ini, mesin gerinda Bosch GWS 8-100CE ini juga dapat digunakan untuk memoles mobil. Cukup dengan menggunakan piringan karet dan wol poles yang sesuai.
Mesin gerinda tangan adalah mesin yang serba guna, dapat digunakan untuk menggerinda atau memotong benda logam, kayu, bahan bangunan, kaca dan juga memoles mobil. Dengan menggunakan mesin dan mata yang tepat maka kita dapat menggunakan mesin gerinda dengan optimal. Tetapi tak lupa kita juga perlu memperhatikan keselamatan kerja. Semoga artikel ini dapat membantu anda dalam menentukan pilihan yang tepat sesuai dengan keperluan anda. Selamat berbelanja.
mesin bubut
Operasi Pada Bubut
Operasi pada mesin bubut ada beraneka ragam antara lain :

• Pembubutan
• Pengeboran
• Pengerjaan tepi
• Penguliran
• Pembubutan tirus
• Penggurdian
• Meluaskan lubang
a.Pembubutan Silindris
Benda disangga diantara kedua pusatnya. Hal ini ditunjukkan pada gambar :

Gambar 1. Operasi pembubutan : A. Pahat mata tunggal dalam operasi pembubutan B. Memotong tepi.
b.Pengerjaan Tepi (Facing)
Pengerjaan tepi adalah apabila permukaan harus dipotong pada pembubut. Benda kerja biasanya dipegang pada plat muka atau dalam pencekam seperti gambar 2B. Tetapi bisa juga pengerjaan tepi dilakukan dengan benda kerja diantara kedua pusatnya. Karena pemotongan tegak lurus terhadap sumbu putaran maka kereta luncur harus dikunci pada bangku pembubut untuk mencegah gerakan aksial.
c.Pembubutan Tirus
Terdapat beberapa standar ketirusan1 dalam praktek komersial. Penggolongan berikut yang umum digunakan :
1.Tirus Morse, banyak digunakan untuk tangkai gurdi, leher, dan pusat pembubut. Ketirusannya adalah 0,0502 mm/mm (5,02%).
2.Tirus Brown dan Sharp, terutama digunakan dalam memfris spindel mesin : 0,0417 mm/mm (4,166%).
3.Tirus Jarno dan Reed, digunakan oleh beberapa pabrik pembubut dan perlengkapan penggurdi kecil. Semua sistem mempunyai ketirusan 0.05 mm/mm (5,000%),tetapi diameternya berbeda.
4.Pena tirus.
Digunakan sebagai pengunci. Ketirusannya 0,0208 mm/mm (2,083%).
d.Memotong Ulir
Biasanya pembuatan ulir dengan mesin bubut dilakukan apabila hanya sedikit ulir yang harus dibuat atau dibuat bentuk khusus. Bentuk ulir didapatkan dengan menggerinda pahat menjadi bentuk yang sesuai dengan menggunakan gage atau plat pola. Gambar 7. memperlihatkan sebuah pahat untuk memotong ulir -V 60 derjat dan gage yang digunakan untuk memeriksa sudut pahat. Gage ini disebut gage senter sebab juga bisa digunakan sebagai gage penyenter mesin bubut. Pemotong berbentuk khusus bisa juga digunakan untuk memotong ulir.

Gambar 2. Proses Penguliran

• Pembubutan
• Pengeboran
• Pengerjaan tepi
• Penguliran
• Pembubutan tirus
• Penggurdian
• Meluaskan lubang
a.Pembubutan Silindris
Benda disangga diantara kedua pusatnya. Hal ini ditunjukkan pada gambar :

Gambar 1. Operasi pembubutan : A. Pahat mata tunggal dalam operasi pembubutan B. Memotong tepi.
b.Pengerjaan Tepi (Facing)
Pengerjaan tepi adalah apabila permukaan harus dipotong pada pembubut. Benda kerja biasanya dipegang pada plat muka atau dalam pencekam seperti gambar 2B. Tetapi bisa juga pengerjaan tepi dilakukan dengan benda kerja diantara kedua pusatnya. Karena pemotongan tegak lurus terhadap sumbu putaran maka kereta luncur harus dikunci pada bangku pembubut untuk mencegah gerakan aksial.
c.Pembubutan Tirus
Terdapat beberapa standar ketirusan1 dalam praktek komersial. Penggolongan berikut yang umum digunakan :
1.Tirus Morse, banyak digunakan untuk tangkai gurdi, leher, dan pusat pembubut. Ketirusannya adalah 0,0502 mm/mm (5,02%).
2.Tirus Brown dan Sharp, terutama digunakan dalam memfris spindel mesin : 0,0417 mm/mm (4,166%).
3.Tirus Jarno dan Reed, digunakan oleh beberapa pabrik pembubut dan perlengkapan penggurdi kecil. Semua sistem mempunyai ketirusan 0.05 mm/mm (5,000%),tetapi diameternya berbeda.
4.Pena tirus.
Digunakan sebagai pengunci. Ketirusannya 0,0208 mm/mm (2,083%).
d.Memotong Ulir
Biasanya pembuatan ulir dengan mesin bubut dilakukan apabila hanya sedikit ulir yang harus dibuat atau dibuat bentuk khusus. Bentuk ulir didapatkan dengan menggerinda pahat menjadi bentuk yang sesuai dengan menggunakan gage atau plat pola. Gambar 7. memperlihatkan sebuah pahat untuk memotong ulir -V 60 derjat dan gage yang digunakan untuk memeriksa sudut pahat. Gage ini disebut gage senter sebab juga bisa digunakan sebagai gage penyenter mesin bubut. Pemotong berbentuk khusus bisa juga digunakan untuk memotong ulir.

Gambar 2. Proses Penguliran
Mesin Bubut
Mesin bubut merupakan salah satu jenis mesin perkakas. Prinsip kerja pada proses turning atau lebih dikenal dengan proses bubut adalah proses penghilangan bagian dari benda kerja untuk memperoleh bentuk tertentu. Di sini benda kerja akan diputar/rotasi dengan kecepatan tertentu bersamaan dengan dilakukannya proses pemakanan oleh pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan (feeding).

Gambar1. Proses pembubutan
2. Komponen Utama Mesin Bubut
Mesin bubut pada dasarnya terdiri dari beberapa komponen utama antara lain: meja mesin, a headstock, a tailstock, a compound slide, across slide, a toolpost, dan leadscrew dan lain-lain. Pada gambar 2.2 berikut ini diperlihatkan nama-nama bagian atau komponen yang umum dari mesin bubut:

Gambar 2. Komponen Utama Mesin Bubut
Tailstock untuk memegang atau menyangga benda kerja pada bagian ujung yang berseberangan dengan Chuck (pencekam) pada proses pemesinan di mesin bubut.
Lead crew adalah poros panjang berulir yang terletak agak dibawah dan sejajar dengan bangku, memanjang dari kepala tetap sampai ekor tetap. Dihubungkan dengan roda gigi pada kepala tetap dan putarannya bisa dibalik. Dipasang ke pembawa (carriage) dan digunakan sebagai ulir pengarah untuk membuat ulir saja dan bisa dilepas kalau tidak dipakai.
Feedrod terletak dibawah ulir pengarah yang berfungsi untuk menyalurkan daya dari kotak pengubah cepat (quick change box) untuk menggerakkan mekanisme apron dalam arah melintang atau memanjang.
Carriage terdiri dari tempat eretan, dudukan pahat dan apron. Konstruksinya kuat karena harus menyangga dan mengarahkan pahat pemotong. Dilengkapi dengan dua cross slide untuk mengarahkan pahat dalam arah melintang. Spindle yang atas mengendalikan gerakan dudukan pahat dan spindle atas untuk menggerakkan pembawa sepanjang landasan.
Toolpost digunakan sebagai tempat dudukan pahat bubut, dengan menggunakan pemegang pahat.
Headstock , yaitu tempat terletaknya transmisi gerak pada mesin bubut yang mengatur putaran yang dibutuhkan pada proses pembubutan.
3. Dimensi dan Jenis-Jenis Mesin Bubut
Dimensi atau ukuran mesin bubut biasanya dinyatakan dalam diameter benda kerja yang dapat dikerjakan pada mesin tersebut. misalnya sebuah mesin bubut ukuran 400 mm mempunyai arti mesin bisa mengerjakan benda kerja sampai diameter 400 mm. Ukuran kedua yang diperlukan dari sebuah mesin bubut adalah panjang benda kerja. Beberapa pabrik menyatakan dalam panjang maksimum benda kerja diantara kedua pusat mesin bubut, sedangkan sebagian pabrik lain menyatakan dalam panjang bangku. Ada beberapa variasi dalam jenis mesin bubut dan variasi dalam desainnya tersebut tergantung cara pengoparasiannya dan jenis produksi atau jenis benda kerja.
Dilihat cara pengoperasian mesin bubut dibagi menjadi dua jenis yaitu mesin bubut manual dan mesin bubut otomatis. Mesin bubut manual adalah mesin bubut yang proses pengoperasiannya secara manual dilakukan oleh manusia secara langsung, sedangkan mesin bubut atomatis adalah mesin bubut yang perkakasnya secara otomatis memotong benda kerja dan mundur setelah proses diselesaikan, dimana semua pegerakan sudah diatur atau diprogram secara otomatis dengan mengunakan komputer. Mesin bubut yang otomatis sepenuhnya dilengkapi dengan tool magazine sehingga sejumlah alat potong dapat diletakan dimesin secara berurutan dengan hanya sedikit pengawasan dari operator. Mesin bubut otomatis ini lebih dikenal dengan sebutan CNC (Computer Numerical Control) Lathe Machine ( mesin bubut dengan sistem komputer kontrol numerik),

Pengertian Mesin CNC (Computer Numerically Controlled)
Awal lahirnya mesin CNC (Computer Numerically
Controlled) bermula dari 1952 yang dikembangkan oleh John Pearseon dari
Institut Teknologi Massachusetts, atas nama Angkatan Udara Amerika Serikat.
Semula proyek tersebut diperuntukkan untuk membuat benda kerja khusus yang
rumit. Semula perangkat mesin CNC memerlukan biaya yang tinggi dan
volume unit pengendali yang besar.
Pada tahun 1973, mesin CNC
masih sangat mahal sehingga masih sedikit perusahaan yang mempunyai keberanian
dalam mempelopori investasi dalam teknologi ini. Dari tahun 1975, produksi mesin
CNC mulai berkembang pesat. Perkembangan ini dipacu oleh perkembangan
mikroprosesor, sehingga volume unit pengendali dapat lebih ringkas.
Dewasa ini penggunaan mesin CNC hampir terdapat di segala bidang. Dari bidang pendidikan dan riset yang mempergunakan alat-alat demikian dihasilkan berbagai hasil penelitian yang bermanfaat yang tidak terasa sudah banyak digunakan dalam kehidupan sehari-hari masyarakat banyak. Oleh sebab itu, saya akan menjelaskan kembali tentang pengertian, macam-macam, keuntingan & kerugian dari mesin CNC.
Mesin CNC adalah suatu mesin yang dikontrol oleh komputer dengan menggunakan bahasa numerik (data perintah dengan kode angka, huruf dan simbol) sesuai standart ISO.Sistem kerja teknologi CNC ini akan lebih sinkron antara komputer dan mekanik, sehingga bila dibandingkan
dengan mesin perkakas yang sejenis, maka mesin perkakas CNC lebih teliti, lebih tepat, lebih fleksibel dan cocok untuk produksi masal.Dengan dirancangnya mesin perkakas CNC dapat menunjang produksi yang membutuhkan tingkat kerumitan yang tinggi dan dapat mengurangi campur tangan operator selama mesin beroperasi.
Mesin perkakas adalah suatu alat yang memotong atau piranti pengolahan lain dari benda kerja, benda kerja adalah obyek yang sedang diproses. Manakala mesin perkakas sedang melakukan pemakanan, program instruksi dapat diubah untuk memproses suatu pekerjaan baru. Numerical Control (NC) adalah suatu format berupa program otomasi dimana tindakan mekanik dari suatu alat-alat permesinan atau peralatan lain dikendalikan oleh suatu program yang berisi data kode angka. Data alphanumerical menghadirkan suatu instruksi pekerjaan untuk mengoperasikan mesin tersebut.
Numeric Control (NC) adalah suatu kendali mesin atas dasar informasi
digital, ini diperkenalkan di area pabrikasi. NC adalah bermanfaat untuk
produksi rendah dan medium yang memvariasikan produksi item, di mana bentuk,
dimensi, rute proses, dan pengerjaan dengan mesin bervariasi. Mesin perkakas NC meliputi mesin dengan operasi tujuan tunggal, yang
memberikan informasi kuantitatif seperti pengerjaan dengan mesin operasi yang
disajikan oleh suatu komputer kendali dengan program database yang menyimpan
instruksi secara langsung untuk
mengendalikan alat
– alat bermesin CNC (Computer Numerical Control).
Kode data diubah untuk satu rangkaian perintah, yang mana servo mekanisme,
seperti suatu pijakan motor yang berputar sesuai jumlah yang telah ditetapkan,
memperbaiki dengan masing-masing mengemudi dari suatu meja pekerjaan dan suatu
alat untuk melaksanakan suatu pengerjaan dengan mesin dan gerakan yang
ditetapkan oleh suatu
sistem pengulangan tertutup atau terbuka.
CNC yang dikendalikan dapat melakukan pekerjaan berbentuk linier, lingkar, atau
sisipan berbentuk parabola, yang mana buatan perangkat lunak, dan manapun
sisipan kaleng rutin terpilih dengan mudah.
· Bagian-Bagian Mesin CNC (Computer Numerically Controlled)
a. Unit Kontrol berupa panel pengontrolan yang berisi tombol-tombol perintah untuk menjelaskan kontrol gerakan mesin dan berbagai fungsi lainnya yang menggunakan instruksi oleh sistem kontrol elektronika.
b. Kepala Tetap berupa roda-roda gigi transmisi penukar putaran yang akan memutar poros spindel
c.
Poros utama (spindel) berupa tempat kedudukan pencekam
untuk berdirinya benda kerja.
Eretan utama (appron) akan bergerak sepanjang meja sambil membawa eretan
lintang
d. (cross slide) dan eretan atas (upper cross slide) dan dudukan pahat.
e. Eretan Melintang yang menggerakan pahat arah melintang.
f. Eretan Memanjang yang menggerakan pahat arah vertikal.
g. Kepala Lepas, sejajar kepala tetap untuk membantu pergerakan spindel dalam memegang benda kerja.
· Kelebihan & kekurangan :
1.
Kelebihan
a. Produktif dapat dikurangi
b. Keakuratan pada lebih besar dan repeatabilas.
c. Menurunkan tingkat tarip sisa
d. Kebutuhan pemeriksaan adalah mengurangi
e. Ilmu ukur benda kerja lebih rumit
f. Perubahan rancang bangun dapat diperiksa dengan lebih teliti.
g. Peralatan sederhana tetap diperlukan
h. waktu laju awal pabrikasi lebih pendek
i. Dapat mengurangi komponen yang diinventarisir
j. Lebih sedikit memerlukan floorspace
k. Level keterampilan yang dibutuhan operator dikurangi
2.
Kekurangan
a. Pengerjaan komponen dengan mesin yang mudah menjadi sulit karena menggunakan
format
yang rumit.
b. Modal yang ditanamkan mengalami peningkatan.
c. Usaha pemeliharaan lebih tinggi investasi lebih tinggi berharga.
d. Pemanfaatan NC peralatan [yang] lebih tinggi
e. Dibutuhkan tenaga ahli yang berfungsi untuk memprogram peralatan NC.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}